- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик




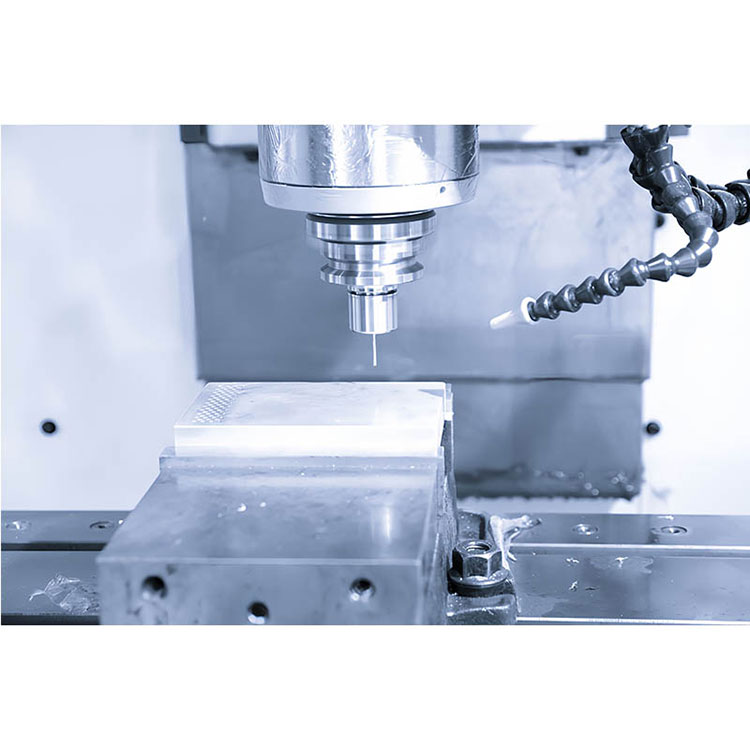


드릴링 및 태핑 머신
중국의 전문 제조업체 중 하나 인 Yueli는 시추 및 태핑 머신을 제공하고자합니다. 그리고 우리는 당신에게 최고의 사후 판매 서비스와 적시 배송을 제공 할 것입니다.
모델:LY-650
문의 보내기
제품 설명
LY-650 드릴링 및 태핑 머신
중국의 평판이 좋은 제조업체 인 Yueli는 드릴링 및 태핑 머신을 기꺼이 제공 할 의향이 있습니다. 우리는 당신에게 최고의 애프터 판매 지원과 신속한 배송을 제공 할 것을 약속합니다.
제품 소개 :
기능 개요 :
작은 다공성 부품 및 제품 가공에 특화되어 있습니다. 휴대 전화 부품, 통신 장비, 항공 우주, 자동차 기관차, 기기 및 미터, 경고 산업 및 섬유, 전자 기기 및 기계 제조, 구리, 알루미늄 전극 및 기타 가공 산업 가공에 적합합니다.
주요 구조는 고강도 주철로 만들어지며, 스트레스 완화 어닐링 및 자연 노화 처리 후, 층의 정확도는 내구성이 있고 안정적이며 오랫동안 변형이 없습니다.
공작물의 고속 가공을 실현하기 위해 높은 정밀 직선 접합 스핀들을 채택하십시오. 오일 온도 냉각 기계 시스템을 사용하면 스핀들의 고속 회전으로 인한 온도 상승을 줄이고 스핀들의 열 연장을 효과적으로 개선하며 가공 정확도를 향상시킬 수 있습니다.
클램핑 도구 스토어는 공구 공구의 공구 변화 속도와 정확도를 향상시키는 데 사용되며 공구 저장 용량은 16 ~ 21 개입니다.
동체베이스는 후면 경사 구조 설계를 채택하여 공작 기계 내부의 폐기물을 쉽게 청소할 수 있습니다.
키가 큰 기둥의 구조 설계는 스핀들의 코 끝과 워크 벤치 사이의 거리를 증가 시키며, 이는 네 번째 샤프트 구성 요소의 설치 및 적용에 더 적합하며 처리 영역을 더 넓게 만듭니다.
트랙 윤활 자동 오일러, 오일 주입의 간헐적 타이밍 정량적 제어, 움직이는 부품의 지속적인 윤활;
참조 사양
|
기계식 매개 변수 |
단위 |
T650 |
T850 |
T1000 |
T1200 |
|
3 자식 여행 |
mm |
600 × 480x350 |
800 × 500 × 420 |
1000 × 500 × 450 |
1200 × 550 × 500 |
|
테이블 크기 |
mm |
650x475 |
1000x500 |
1300x550 |
1100x500 |
|
T- 슬롯 |
mm |
5-18x80 |
4-16x100 |
5-18x80 |
5-18x100 |
|
테이블의 최대 베어링 용량 |
kg |
300 |
500 |
600 |
700 |
|
스핀들 끝면에서 작업 표면까지의 거리 |
mm |
150 ~ 500 |
140 ~ 560 |
150 ~ 600 |
150 ~ 650 |
|
스핀들 센터에서 컬럼 가이드 레일까지의 거리 |
mm |
541 |
580 |
580 |
605 |
|
X 축 철도 사양 |
mm |
35 |
35 |
35 |
30 |
|
Y 축 철도 사양 |
mm |
30 |
35 |
35 |
35 |
|
Z 축 철도 사양 |
mm |
35 |
35 |
35 |
35 |
|
x/y/z 나사 사양 |
mm |
32x16 |
36x16 |
36x16 |
36x16 |
|
스핀들 사양 |
|
BT30/φ 100 |
BT30/φ 100 |
BT30/φ 100 |
BT30/φ 100 |
|
최대 스핀들 속도 |
RPM |
20000 |
20000 |
20000 |
20000 |
|
스핀들 파워 |
KW |
5.5 |
5.5 |
5.5 |
7.5 |
|
x/y/z 3 축 모터 파워 |
KW |
1.5/1.5/3 |
2/2/3 |
2/2/3 |
2/2/3 |
|
x/y/z 빠른 최대 속도 |
m/my |
48 |
48 |
48 |
48 |
|
x/y/z 최대 절단 속도 |
mm/분 |
10000 |
10000 |
10000 |
10000 |
|
3 축 위치 정확도 |
mm |
± 0.003/300 |
± 0.003/300 |
± 0.003/300 |
± 0.003/300 |
|
3 축 반복적 인 위치 정확도 |
mm |
± 0.002/300 |
± 0.002/300 |
± 0.002/300 |
± 0.002/300 |
|
공기압 사양 |
kg/cm2 |
6-7 |
6-7 |
6-7 |
6-7 |
|
기계 크기 |
mm |
1770 × 2300 × 2100 |
2300 × 2200 × 2500 |
2600 × 2500 × 2800 |
3000 × 2800 × 3000 |
|
기계 무게 |
T |
3.2 |
4.5 |
5.3 |
6.5 |
다양한 CNC 시스템 옵션

회사 강점

생산 과정
1, 고온 용광로 및 6 개월 이상의 노화 처리에 의한 주철.
2, 엄격한 조립 공정 (철도 조립, 리드 스크류 어셈블리, 베어링 어셈블리 등).
3, 절묘한 스크래핑 기술 (모터 스크레이퍼, 스핀들 엔드 스크레이퍼, 열 설치 표면 스크레이퍼).
4, 과학적 생산, 품질 관리 시스템의 전체 프로세스의 추적 성.

품질 보증 시스템
1. 피치 오류를 감지 할 때 XX 및 YY 방향으로 선형 축 안내 레일의 직선을 동시에 테스트 할 수 있습니다.
2, 공작 기계의 각 부분의 가공 및 어셈블리 정확도를 확인하십시오. 공식적인 포지셔닝 정확도와 반복적 인 위치 지정 정확도가 측정됩니다.
3, 전체 기계는 스핀들과 테이블 평면의 수직 도도의 정확도를 감지하며 0.01mm 이내에 정확도가 필요합니다.
4. Z 축 안내 레일 및 워크 벤치의 수직 성은 전체 기계에 의해 감지되며 정확도는 0.01mm 이내에 보장됩니다.
5. 기계는 XY 축 안내 레일의 수직성을 감지하여 0.005mm 이내의 정확도가 필요합니다.

핫 태그: 드릴링 및 태핑 머신
관련 카테고리
문의 보내기
문의사항은 아래 양식으로 부담없이 보내주세요. 24시간 이내에 회신해 드리겠습니다.